1 / 5

ADVANCED INDUSTRIAL EDI ULTRAPURE WATER SYSTEM - HIGH PURITY SOLUTIONS FOR CRITICAL APPLICATIONS
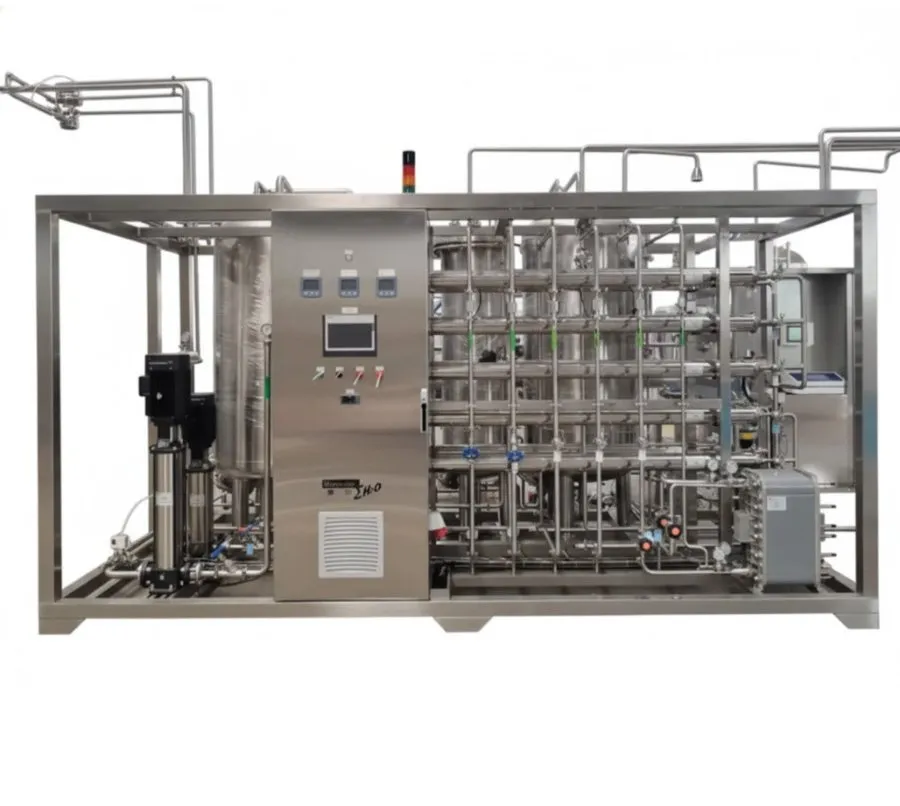
Our Industrial EDI Ultrapure Water System combines advanced Reverse Osmosis (RO) and Electrodeionization (EDI) technology to deliver continuous, high-quality deionized water with consistently low conductivity.
Featuring intelligent PLC+HMI control and a modular design, this equipment meets the stringent requirements of semiconductor, pharmaceutical, laboratory, and industrial manufacturing sectors.
| Parameter | Details |
|---|---|
| Application Industry | Food, Chemical, Semiconductor, Automotive, Electronics, Power Plant |
| Certification | ISO 9001:2008, ISO 14001:2004, ISO 45001:2018, CE |
| Machinery Test Report | Provided |
| Video Inspection | Provided |
| Weight | 600 Kg |
| Packaging | Seaworthy Wooden Cases for Shipping |
Employs advanced EDI technology that eliminates hazardous acid and alkali chemicals for regeneration. This reduces operational costs and minimizes environmental impact.

Equipped with advanced PLC and HMI interface for fully automated operation, including flushing, real-time diagnosis, and water quality monitoring.
The RO+EDI combination provides an uninterrupted supply with consistently low conductivity, eliminating downtime associated with traditional ion exchange cycles.


Integrates comprehensive quality tracking throughout the entire purification process to ensure every drop meets strict industry specifications.
Built with premium stainless steel and UPVC. Offers easy installation, convenient maintenance, and flexible configuration for evolving production needs.

Injection water preparation, lab analysis, and dialysis machine support.
HPLC/GC analysis, cell culture, and precision scientific experiments.
Chip manufacturing, packaging, and testing with high-precision purity.
Feedwater for industrial boilers and steam generation in power plants.
Hygienic processing that removes contaminants and odors effectively.