1 / 5
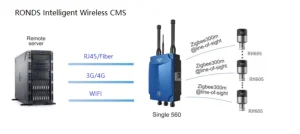
The Wireless Monitoring Station RH570 is a new generation wireless product designed with strong data transmission capabilities. By configuring different modules, it adapts to various application scenarios including both wireless and wired data transmission. The RH570 is engineered for equipment status monitoring across diverse industries such as petrochemical, steel, cement, and mining, ensuring accurate and real-time data collection in the field.
| Parameter | Specification | Remark |
|---|---|---|
| Input & Output | ||
| Communication with Sensor | Zigbee: 2.4GHz IEEE 802.15.4 | |
| Max Supported Sensors | 60pcs | Compatible with RW606, RW506, RH505, RH605, RW625 |
| Communication Distance | 300m | Line of sight |
| Communication Method | Ethernet, Optical fiber, WiFi, 4G, 5G | Optional |
| Industrial Interface | RS485 | Optional |
| Electrical & Structure | ||
| Overall Dimension | 260mm×203mm×87mm | L × W × H |
| Shell Material | Cast aluminum | High durability |
| Power Supply | 100VAC~240VAC | |
| Environmental | ||
| Ambient Temperature | -40ºC~70ºC | |
| Storage | -50~85ºC, ≤95%RH | Non-condensable |
| Protection Grade | IP66 | Dust and water resistant |





Our products and services are widely utilized in power, petrochemical, steel, cement, and coal industries. Furthermore, the solutions extend to mining, paper making, water treatment plants, and municipal transportation.