Product Description
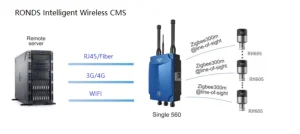
Wireless monitoring station RH570 is a new generation wireless product, which has strong wireless data transmission functions. By configuring different modules, it can be suitable for various application scenarios and also has wired data transmission function. RH570 can be worked with different wireless sensors. It can be flexibly adapted for equipment status monitoring in various industries such as petrochemical, steel, cement, mining, etc.
| Parameter |
Specification |
Remark |
| Communication with Sensor |
Zigbee:2.4GHz IEEE 802.15.4 |
- |
| Max supported sensors |
60pcs |
Compatible: RW606(M), RW506(M), RH505, RH605, RW625 |
| Communication distance |
300m (line of sight) |
- |
| Communication method |
Ethernet, Optical fiber, WiFi, 4G, 5G |
Optional |
| Power supply |
100VAC~240VAC |
- |
| Protection Grade |
IP66 |
- |
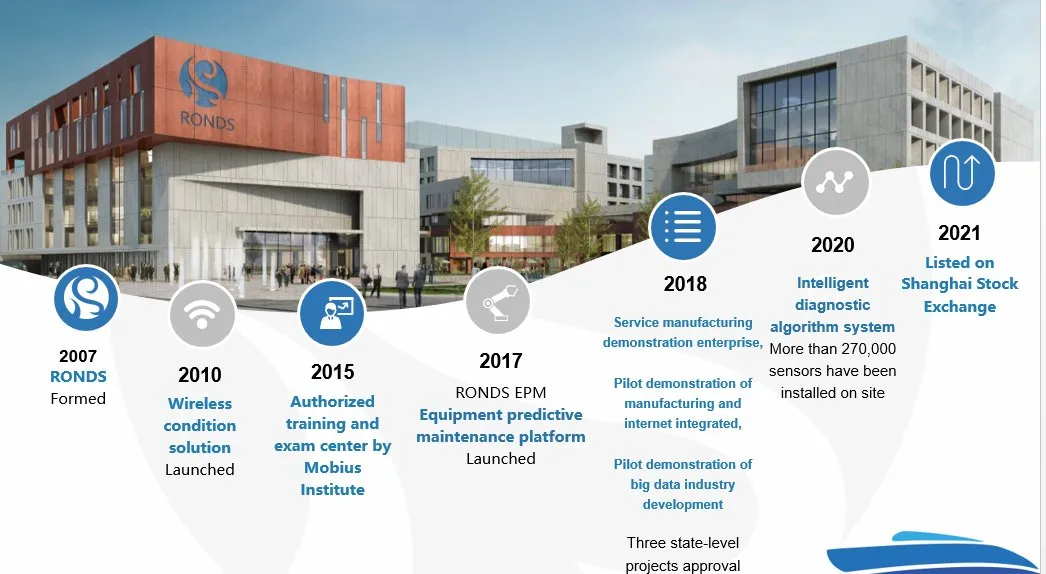
R&D and Production Capability
A high-tech enterprise in the field of industrial Internet, specializing in intelligent operation & maintenance platform solutions and equipment predictive maintenance products and services.

Total Employees: 800+
Technical Team: 200+
R&D Expense Ratio: 18%+
Software R&D Team: Level 3 certification of CMMI.
Hardware R&D Team: Over 10 years practical experience.
Intelligent Algorithm Team: Building fully autonomous data platforms.

Factory & Global Service
Pre-Sales Service: Technical plan support; inquiry and consulting support.
After-Sales Service: Remote training for installation and usage; professional data analysis suggestions.
Products have been exported to more than 35 countries, serving industries including power, petrochemical, steel, cement, coal, mining, and water treatment.
Frequently Asked Questions
What is the communication protocol of the RH570?
The RH570 uses Zigbee: 2.4GHz IEEE 802.15.4 for communication with sensors.
How many wireless sensors can one station support?
A single RH570 monitoring station can support a maximum of 60 sensors simultaneously.
Is the RH570 suitable for outdoor use?
Yes, it features an IP66 protection grade and is made of cast aluminum, making it durable for harsh industrial environments.
What industries use the RH570 monitoring station?
It is widely used in the power, petrochemical, steel, cement, mining, and paper-making industries for equipment status monitoring.
What is the maximum communication distance?
The station can communicate with sensors up to 300 meters away in a line-of-sight environment.
What data transmission methods are available?
The station supports Ethernet, Optical fiber, WiFi, 4G, and 5G (optional) for upstream data transmission.