1 / 3



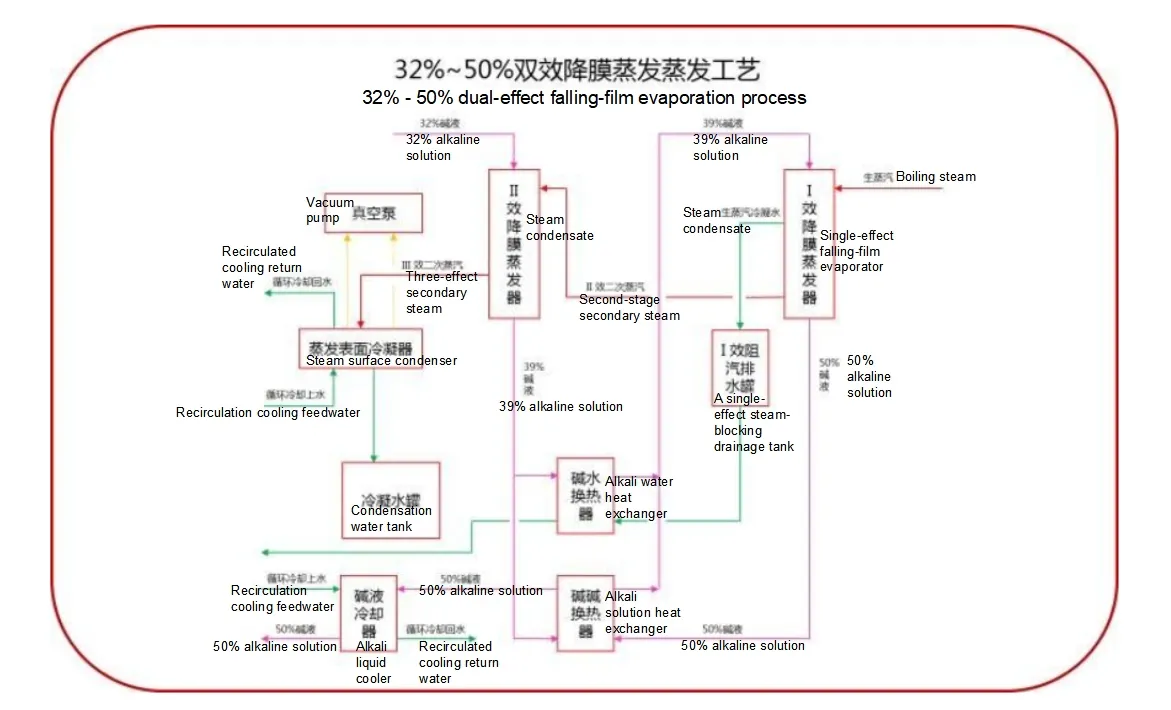
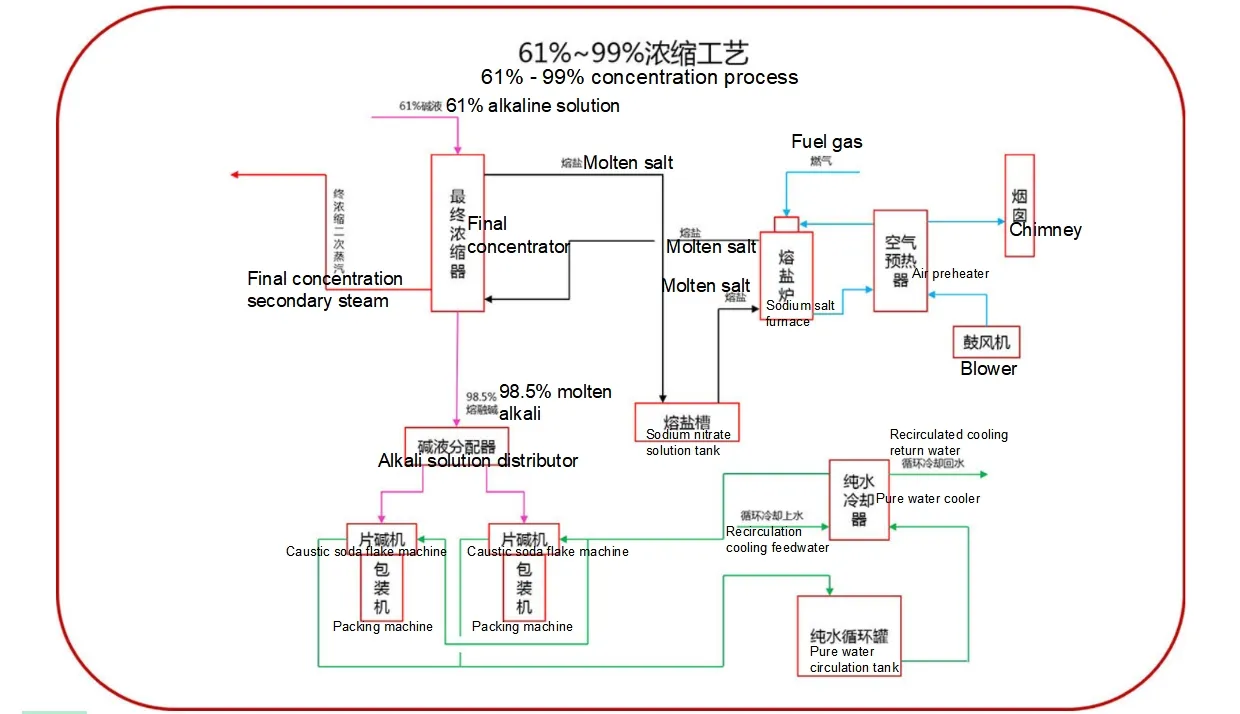
32% raw alkali is processed through II-effect and I-effect evaporators, increasing concentration to 47% then 61%. It then moves to the final concentrator where molten salt heat exchange creates molten alkali, eventually resulting in 99% caustic soda flakes after cooling and packaging.
Steam enters the first-effect evaporator, with secondary steam reused in the second-effect evaporator. A vacuum is maintained via a surface condenser and vacuum pump. The water circuit includes circulating water for cooling, condensate for heat recovery and sucrose dissolving, and pure water for pump seal cooling.
Molten salt is heated from 395°C to 425°C in the heater before feeding the final concentrator. The system utilizes automated burners and air preheaters to optimize fuel efficiency and ensure precise temperature control for concentration.


With 25 years of experience in chemical plant technology, our expertise lies in designing and manufacturing skid-mounted high-strength sodium hypochlorite and chlor-alkali systems. Our technology efficiently utilizes salt, water, and electricity to generate 10-15% sodium hypochlorite (NaOCl), hydrochloric acid (HCl), and caustic soda (NaOH) through advanced electrochemical reactions. We provide customized industrial designs tailored to specific project requirements.